

PVC∞е≤ƒѕаєЎ÷™ ґ“™µг
“ї°Ґpvc∞е≤ƒµƒ≥…–Ќє§“’
£®1£©≥…–Ќє§“’°£
Ґў≈дЅѕ”лїмЇѕє§“’°£PVC∞е≤ƒ÷∆±Є÷ ЅњµƒЇ√їµ÷±љ””∞ѕмЉЈ≥ц їъµƒЉЈ≥цЋўґ»°Ґє§“’≤ќ эЇЌ≤ъ∆Ј÷ Ѕњ£ђ“тіЋ”¶—ѕЄсњЎ÷∆’в“їє§“’єэ≥ћ°£
≈дЅѕ ±≈дЈљ÷–Єч„йЈ÷ќпЅѕ“™„Љ»ЈЉ∆Ѕњ£ђЈј÷є“тЉ∆Ѕњ≥цѕ÷љѕіуќу≤о ґшµЉ÷¬ µЉ ≈дЈљµƒЄƒ±д£ђі”ґш‘цЉ”÷ ЅњЈ÷ќцЇЌ÷ ЅњњЎ÷∆µƒƒ—ґ»°£’вµг ‘Џ µЉ …ъ≤ъєэ≥ћ÷–ЌщЌщ»Ё“„Їц ”£ђ”¶“э∆р„гєїµƒ÷Ў ”°£
a.їмЇѕќ¬ґ»°£їмЇѕ“ї∞г‘ЏЄяЋўїмЇѕїъƒЏљш––°£ќпЅѕ‘ЏїмЇѕїъƒЏЄя Ћўƒ¶≤Ѕ…ъ»»£ђ‘ЏїмЇѕєэ≥ћ÷–£ђќ¬ґ»µƒњЎ÷∆Ї№÷Ў“™°£ќ¬ґ»њЎ÷∆”¶„Ґ“вЅљ µг£Ї“ї «PVC ч÷ђЇЌћнЉ”ЉЅЈ≈»лїмЇѕїъЇу£ђЅҐЉіљш––љЅ∞и£ђјы”√ƒ¶≤Ѕ…э ќ¬£ђµ±ќ¬ґ»іпµљ120T„у”“ ±Љіњ…≈≈ЅѕµљјдїмїъƒЏ£їґю «»»їмЅѕ‘Џјдїм їъƒЏїмЇѕ“їґ® ±Љд£ђµ±Ѕѕќ¬µЌ”Џ45”» ±≤≈њ…ітњ™јдїмїъ’Ґ√≈Ј≈Ѕѕ°£
b.їмЇѕ ±Љд°£ќпЅѕ‘ЏїмЇѕєэ≥ћ÷–Њ≠јъЅЋ√№ґ»±дїѓ°ҐЊщ‘»–‘Љ∞≤њЈ÷ ƒэљЇїѓµ»єэ≥ћ£ђЌђ ±≈≈≥эќпЅѕ÷–µƒЋЃЈ÷ЇЌ“„ї”ЈҐќп£ђ–и“™“їґ® ±ЉдјіЌк ≥…°£їмЇѕ ±Љдєэґћ£ђїб єЉЈ≥цЉ”є§±дµ√јІƒ—£ђќпЅѕ»џ»Џ ±Љд≥§£ђ÷∆∆Ј÷ Ѕњ±д≤о£їїмЇѕ ±Љдєэ≥§£ђќ¬ґ»їб…эµ√єэЄя£ђ“„“э∆рќпЅѕµƒ±д…ЂЈ÷љв£ђґш«“Їƒƒ№ґа£ђ…ъ≤ъ–І¬ µЌ°£
C.Љ”ЅѕЋ≥–т°£RPVC∞е≤ƒµƒ„йЈ÷љѕґа£ђ—°‘сЇѕјнµƒЉ”ЅѕЋ≥–тЇ№÷Ў “™£ђ—°‘сµƒЉ”ЅѕЋ≥–т”¶”–јы”Џ÷ъЉЅ„ч”√µƒЈҐї”£ђ±№√в÷ъЉЅЉд≤ъ…ъґ‘њє–І ”¶£ђїє“™”–јы”ЏћбЄяЈ÷…ҐЋўґ»°£
µд–Ќµƒ»»°ҐјдїмЇѕє§“’»зѕ¬°£
£®a£©љЂPVC ч÷ђ‘ЏЄяЋўїмЇѕїъ÷–ѕ»∞ќ∞и…эќ¬÷Ѕ60ґ»°£
£®b£©Ќґ»лќ»ґ®ЉЅ£ђЉћ–ш…эќ¬÷Ѕ90ґ»°£
£®c£©Ќґ»лƒЏ»уїђЉЅ°ҐЉ”є§÷ъЉЅ°Ґњє≥еЄƒ–‘ЉЅ°ҐћоЅѕ°Ґ„≈…ЂЉЅµ»°£
£®d£©Ќґ»ЋЌв»уїђЉЅ£ђЉћ–ш…эќ¬÷Ѕ115~ 120ґ»°£
£®e£©‘ЏµЌ„™Ћўѕ¬ќпЅѕ≈≈»л„™ґѓ„≈µƒЌ®”–јд»іЋЃµƒјдїмїъ÷–°£
Ґ≈јдїм÷Ѕ40~45ґ»≥цЅѕ£ђ±Є”√°£
ЈџЅѕµƒ÷ч“™”≈µг «ќпЅѕ‘Џ≈д÷∆÷– №»»јъ≥ћґћ£ђґ‘Ћщ”√…и±Є“™«уµЌ£ђ …ъ≤ъ÷№∆Џґћ°£Ћьµƒ÷ч“™»±µг «ќпЅѕЊщ‘»–‘≤оЇЌ≥…–Ќє§“’–‘ƒ№≤о£ђ—єЋх ¬ љѕіу°£ЈџЅѕЉ»њ…“‘÷±љ”є©ЉЈ≥ц”√£®“ї∞гќ™ЋЂ¬ЁЄЋЉЈ≥цїъЉЈ≥ц£©£ђ“≤њ… Ќ®єэЋ№їѓ‘мЅ£≥…ќ™Ѕ£Ѕѕє©µ•¬ЁЄЋЉЈ≥цїъ…ъ≤ъ∞е≤ƒ”√°£
ҐЏЉЈ≥ц≥…–Ќє§“’°£ЉЈ≥ц≥…–Ќ «ЉЈ≥ц∞е≤ƒ’ыЄц…ъ≤ъєэ≥ћ÷–„о÷Ў“™µƒ їЈљЏ÷Ѓ“ї£ђ≥…–Ќќ¬ґ»°ҐЉЈ≥цЋўґ»µ»є§“’≤ќ э÷±љ””∞ѕм∞е≤ƒµƒ÷ Ѕњ°£
a.≥…–Ќќ¬ґ»°£RPVC∞е≤ƒµƒ≥…–Ќќ¬ґ» «ЄщЊЁ≈дЈљ°Ґ∞е≤ƒµƒЇсґ»µ» “тЋЎјі»Јґ®µƒ°£µ•¬ЁЄЋЉЈ≥цїъµƒЅѕЌ≤ќ¬ґ»“јіќќ™£Ї 140ґ»°Ґ150 ~ 160ґ»°Ґ170 ~ 180ґ»°£ЋЂ¬ЁЄЋЉЈ≥цїъµƒЉ”Ѕѕґќќ¬ґ»…‘у{£ђƒњ µƒ « єќпЅѕ‘ЏЉ”Ѕѕґќµƒƒ©ґЋЊЌƒ№»џ»Џ£ђ“‘±г∞ь„°у™ЄЋ£ђЈј÷єќпЅѕ‘ЏЊ≠єэ ≈≈∆шґќ ±±ї≥й„я£ђ‘м≥…ќпЅѕµƒјЋЈ—°£
b.ЉЈ≥цЋўґ»°£ЉЈ≥цЋўґ»”…¬ЁЄЋ„™ЋўјіЊцґ®£ђ¬ЁЄЋ„™Ћў‘цЉ”£ђЉЈ≥цЅњ ‘цЉ”£ђЉЈ≥цЋўґ»Љ”њм£ђ‘ЏѕаЌђµƒ≥…–Ќќ¬ґ»ћхЉюѕ¬£ђќпЅѕµƒЋ№їѓ÷ ЅњљЂѕ¬ љµ£ђ»Јґ®ЇѕјнµƒЉЈ≥цЋўґ»£®¬ЁЄЋ„™Ћў£©ґ‘±£÷§÷∆∆Ј÷ ЅњЇЌћбЄяЊ≠Љ√–І“ж « ЃЈ÷÷Ў“™µƒ°£
c.«£“эЋўґ»°£«£“эєхµƒѕяЋўґ»”¶±»—єєвїъ»эЄцєхЌ≤µƒѕяЋў…‘ њм£ђ“‘±£≥÷“їґ®µƒ’≈Ѕ¶£ђ є∞е≤ƒ‘Џјд»ієэ≥ћ÷–≤ї÷Ѕ”Џ≤ъ…ъ±д–ќ«ћ«ъµ» »±ѕЁ°£µЂЋўґ»єэњм ±∞е≤ƒїб≤ъ…ъљѕіуµƒƒЏ”¶Ѕ¶£ђ”∞ѕмґюіќЉ”є§≤ъ∆Ј µƒ÷ Ѕњ°£
d. јд»іґ®–Ќє§“’°£»эєх—єєвїъµƒ÷ч“™„ч”√ «—єєвЇЌјд»іґ®–Ќ°£—є євїъЉ≠Ќ≤µƒќ¬ґ»≤ќЉы±н5 -2°£»эєх”лїъЌЈƒ£іљµƒЊајл”¶Њ°Ѕњ–°£ђ“ї∞г ќ™5 ~10cm°£»фћЂіу£ђїъЌЈЉЈ≥цµƒ∞е“„ѕ¬ієЈҐ÷е£ђ±н√жі÷≤Џґ»іу£ђЌђ ±“„…Ґ»»јд»і£ђґ‘—єєв≤їјы°£єхЌ≤≥§ґ»”¶±»їъЌЈњнґ»…‘іу°£‘цЉ”єхЌ≤÷± Њґњ…‘цЉ”∞ьєх ±Љд£ђћбу{ЉЈ≥цЋўґ»£ђ єPVC∞е≤ƒµƒєв‘󴻯√°£»эєх—єєвїъµƒ …ѕєхЇЌ÷–єхµƒє§„чЉдЊањ…¬‘іу”Џ∞е≤ƒЇсґ»°£»э”H«£“эЋўґ»”лЉЈ≥цїъµƒ ЉЈ≥цЋўґ»”¶±£≥÷“ї÷¬£ђЊ°Ѕњ±№√вј≠…м°£
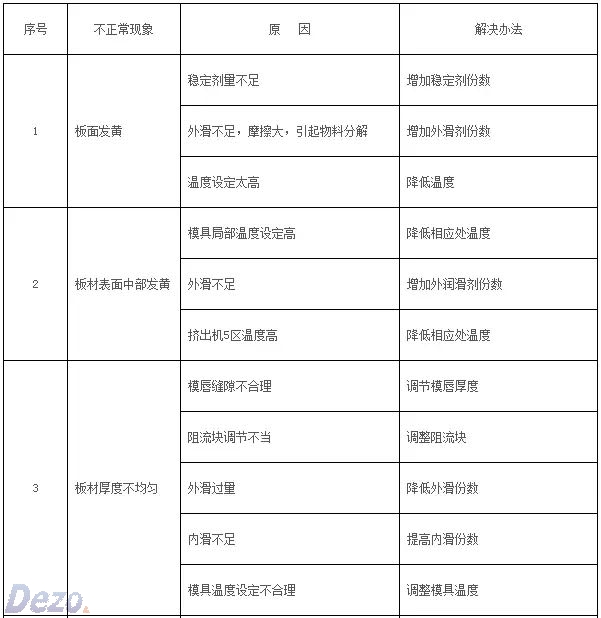
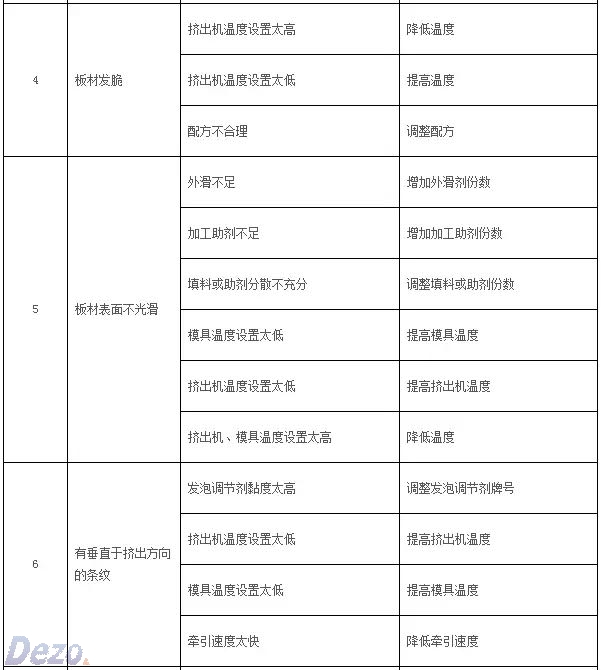
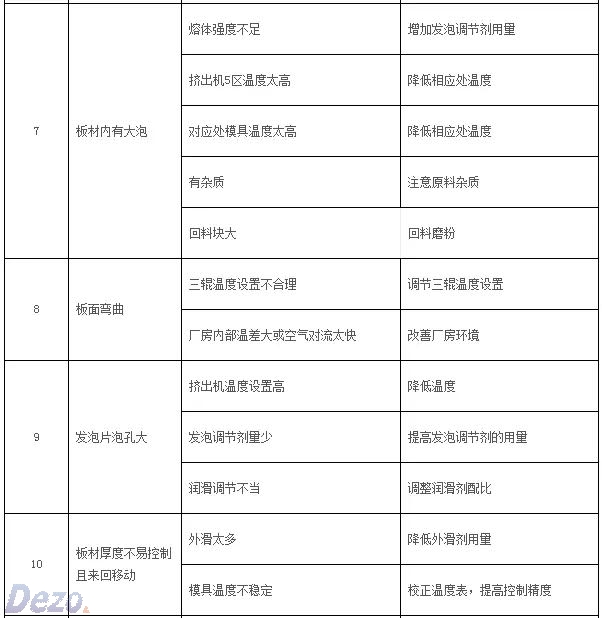
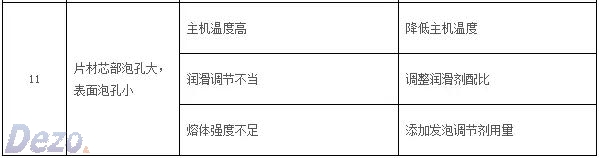
ґю°ҐPVC∞е≤ƒµƒ≥£Љыќ ћв°Ґ‘≠“тЉ∞љвЊц∞мЈ®
1°Ґ∞е√жЈҐї∆ °£ЉЈ≥цќ¬ґ»єэЄяїт’яќ»ґ®–‘≤ї„г£ђљвЊц∞мЈ®£ђљµµЌЉ”є§ќ¬ґ»£ђ»зєы≤їЉыЇ√„™њ…µч’ы≈дЈљ£ђ µ±‘цЉ”ќ»ґ®ЉЅЇЌ»уїђЉЅ£ђњ…÷р“їЄƒ±д£ђ»Ё“„Ї№њм’“≥цќ ћвЋщ‘Џ£ђ„оњмµƒЋўґ»љвЊцќ ћв°£
2°Ґ∞е≤ƒ÷–ЉдЈҐї∆°£÷ч“™‘≠“т «ЅѕЌ≤–Њ≤њќ¬ґ»ƒ£Њяќ¬ґ»Єя”–єЎ£ђ»уїђЉЅ”√Ѕњ“≤”–
єЎѕµ£ђ‘ўіќ”л∞„ЈҐ≈ЁЉЅ”–“їґ®єЎѕµ°£
3°Ґ∞е√жЌд«ъ°£ЅѕЅч≤їЊщїт’яјд»і≤їµљќї£ђ‘м≥…ЅѕЅч≤їЊщµƒ“тЋЎ“ї∞г”–«£“э≤®ґѓіуїт’я≈дЈљ÷–ƒЏЌв»уїђ≤їЊщЇв£ђїъ∆чµƒ“тЋЎ»Ё“„≈≈≥э£ђ≈дЈљµч’ы“ї∞г‘ЏЌв»уїђЊ°Ѕњ…ўµƒ«∞ћбѕ¬µч’ыƒЏ»уїђїб”–Ї№Ї√µƒ–Ієы£ђЌђ ±±£÷§јд»іЊщ‘»µљќї°£
4°ҐЇб«–√ж≥цѕ÷≈Ёњ„їт’я≈ЁЈ÷≤г°£‘≠“тњ…єйљбќ™“їµг£ђЊЌ «»џ ће«њґ»≤їєї£ђ‘м≥…»џће«њґ»≤їєїµƒ‘≠“т”–£Ї
A.ЈҐ≈ЁЉЅєэЅњїт’яЈҐ≈ЁµчљЏЉЅ≤їєїїт’яґю’я±»јэ≤ї–≠µч£ђїт’яЈҐ≈ЁµчљЏЉЅ÷ Ѕњќ ћв°£
B.Ћ№їѓ≤їЅЉ£ђЉ”є§ќ¬ґ»µЌїт’я»уїђєэЅњ
ќе°Ґ∞е√жЇсґ»≤їЊщ°£≥цЅѕ≤їЊщ£ђњ…µч’ыƒ£іљњ™ґ»£ђ»зєыЅчЋўћЂіуњ…µч’ы„иЅч∞ф£ђ≈дЈљµч’ы£ђ“ї∞гƒЏ»уїђґаЅЋ÷–ЉдЇс£ђЌв»уїђґаЅЋЅљ±я„яЅѕњм°£
6°Ґљїљ”∞а ±“„≥цѕ÷µƒ∞е≤ƒЇс±°ќ∆¬Јµ»µƒ±дїѓ°£÷ч“™‘≠“т£ђ”лїмЅѕ”–єЎ£ђ…ѕ“їЄц∞аїмЅѕЇу£ђµ»ѕ¬∞аіќљ”∞аЇуїмЅѕ÷–ЉдЉдЄф ±Љд≥§£ђїмЅѕЌ∞µ√µљЇ№Ї√µЎјд»і£ђµЏ“їєшїмЅѕ‘§Ћ№їѓЇ√£ђ”л÷Ѓ«∞їмЅѕ–ќ≥…≤о“м£ђ‘Џ∆дЋыћхЉю≤ї±дµƒ«йњцѕ¬£ђ“„≤ъ…ъ≤®ґѓ£ђњ…µч’ы«£“э°ҐЉ”є§ќ¬ґ»їтЌ®єэє№јнµ√“‘љвЊц°£
7°Ґ∞е≤ƒ≥£Љыµƒ“ї–©ќ ћв ’Љѓ£ђ“‘Љ∞‘≠“т£ђљвЊц∞мЈ®
єЂЋЊ£Ї…ѕЇ£µџ»уїѓє§”–ѕёєЂЋЊ£ђ„®“µµƒ Ћ№Ѕѕ»уїђЉЅ є©”¶…ћ°£ЉЉ х„…—ѓ»»ѕя£Ї021-52683036
- …ѕ“ї∆™£Ї÷∆ґ®PVC‘мЅ£є§“’ 2022/6/27
- ѕ¬“ї∆™£ЇµЉµзЋ№Ѕѕљй…№Љ∞”¶”√ 2022/6/27